图 1 斯涅尔定律波的传播特性
编辑:无损检测证书挂靠 时间:2024-12-05 17:36:26
作者简介:
赵丹丹(1986—),女,高级工程师,主要从事管道环焊缝相控阵超声检测技术及设备的研发工作
管道环焊缝的超声无损检测原理为:超声波在两种不同声阻抗的介质交界面上会发生折射,其能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关;检测后通过分析缺陷回波的位置、传播时间、幅度和能量衰减能判定出环焊缝中缺陷的位置、类型、深度和高度[1-4]。故,准确的超声波束聚焦与缺陷回波的时间计算是保证环焊缝缺陷检出的基本前提[1,5-9]。
理想状态下各向同性的管线钢中超声波横波声速为3 230 m·s−1,纵波声速为5 900 m·s−1。由于厂商、材料、壁厚、制造工艺和轧制方向的不同,管线钢具有晶体结构的各向异性,不同钢材中声速存在一定差异[5-6]。在全自动超声检测技术(AUT)中,为了保证超声波束聚焦效果与缺陷回波时间的计算,需对管材的超声波声速进行测定并校准[10]。
斯涅尔定律(Snell's Law)指出:光入射到Z1、Z2两种不同声阻抗的介质的界面上会发生反射、折射和波型转换,其中入射光和折射光位于同一个平面上,入射角、折射角和相应介质中的声速满足一定的函数关系[7]。在环焊缝检测过程中,当入射的超声波纵波频率为1~5 MHz时,会在焊缝表面产生反射纵波、反射横波,在焊缝介质中产生折射纵波、折射横波(见图1)。设入射超声波为L,反射纵波为L′,反射横波为S′,折射纵波为L″,折射横波S″,各波束与界面法线的角度分别为
| (1) |
环焊缝AUT检测是按一定的规则和时序用电子系统控制激发各个压电晶片单元,来调节控制焦点的位置和聚焦的方向,从而进行焊缝中缺陷的定位。由式(1)可知,当钢中声速发生变化时,折射角也会变化,从而影响声束在焊缝缺陷处的聚焦。因此在进行管道环焊缝AUT检测工作前,首先需要进行钢中声速的测定和校准。
受管材各向异性、制造工艺的影响,材料中的声速有所差异。如当管道主轴上受到一个不均匀的应力时,管道中的超声波会产生纵波、水平极化剪切快波(Fast SH)、水平极化剪切慢波(Slow SH)和垂直极化剪切波(SV)[1]。GINZEL等[10]首次研究了钢中声速对AUT检测系统的影响。选取了不同制造商、不同材料、不同壁厚、不同管径、不同轧制方式的管线钢材进行试验。试验结果在美国ASTM E-1961 “Standard Practice for Mechanized Ultrasonic Examination of Girth Welds Using Zonal Discrimination with Focused Search Units”和挪威船级社DNV GL-ST-F101 “Submarine Pipeline Systems”标准中的声速测定相关内容中有所体现。
11种管线钢样品参数如表1所示,从径向、轴向、周向、45°轴向方向检测纵波、Fast SH、Slow SH和SV的声速,其结果如表2所示。由表2可见,不同类型的钢中声速不同,在同一样本钢中,超声波不同波型不同传播方向的声速也不同。Fast SH的声速与SV的声速最接近。由于使用横波探头较容易测出Fast SH的声速,所以常通过测定Fast SH的声速来校准AUT系统中SV的声速,从而得到更准确的波束聚焦。
| 样本编号 | 制造商 | 外径/英寸 | 壁厚/mm | 制造工艺 |
|---|---|---|---|---|
| 1 | A | 48 | 17.8 | 直缝管 |
| 2 | A | 48 | 17.8 | 直缝管 |
| 3 | B | 48 | 11.7 | 螺旋管 |
| 4 | B | 48 | 11.7 | 螺旋管 |
| 5 | C | 48 | 17.8 | 螺旋管 |
| 6 | C | 48 | 12.1 | 螺旋管 |
| 7 | C | 48 | 17.8 | 螺旋管 |
| 8 | D | 42 | 15.2 | 直缝管 |
| 9 | D | 42 | 15.2 | 直缝管 |
| 10 | D | 42 | 9.5 | 直缝管 |
| 11 | D | 42 | 9.5 | 直缝管 |
| 传播方向 | 样品 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| 纵波声速 | |||||||||||
| 径向 | 5 802 | 5 870 | 5 931 | 5 929 | 5 951 | 5 910 | 5 899 | 5 899 | 5 939 | 5 938 | 5 938 |
| 轴向 | 5 945 | 5 930 | 5 913 | 5 910 | 5 847 | 5 914 | 5 885 | 5 936 | 5 918 | 5 901 | 5 931 |
| 周向 | 5 981 | 5 845 | 5 862 | 5 938 | 5 850 | 5 908 | 5 887 | 6 019 | 599 | 5 983 | 5 981 |
| 45°轴向 | 6 026 | 6 073 | 5 932 | 5 914 | 5 903 | 5 876 | 5 915 | 6 074 | 6 046 | 6 025 | 6 060 |
| 水平极化剪切慢波(Slow SH)声速 | |||||||||||
| 径向 | 3 191 | 3 183 | 3 182 | 3 176 | 3 148 | 3 189 | 3 170 | 3 184 | 3 195 | 3 210 | 3 206 |
| 轴向 | 3 169 | 3 129 | 3 197 | 3 164 | 3 230 | 3 176 | 3 170 | 3 151 | 3 149 | 3 221 | 3 208 |
| 周向 | 3 099 | 2 977 | 3 232 | 3 270 | 3 205 | 3 251 | 3 278 | 3 145 | 3 186 | 3 184 | 3 176 |
| 45°轴向 | 3 171 | 3 156 | 3 240 | 3 225 | 3 184 | 3 235 | 3 180 | 3 187 | 3 189 | 3 210 | 3 232 |
| 水平极化剪切快波(Fast SH)声速 | |||||||||||
| 径向 | 3 410 | 3 437 | 3 291 | 3 287 | 3 334 | 3 305 | 3 349 | 3 359 | 3 366 | 3 335 | 3 351 |
| 轴向 | 3 362 | 3 359 | 3 258 | 3 236 | 3 387 | 3 236 | 3 402 | 3 356 | 3 353 | 3 307 | 3 343 |
| 周向 | 3 143 | 3 157 | 3 254 | 3 284 | 3 374 | 3 269 | 3 406 | 3 185 | 3 212 | 3 225 | 3 203 |
| 45°轴向 | 3 178 | 3 165 | 3 312 | 3 307 | 3 315 | 3 322 | 3 312 | 3 187 | 3 209 | 3 225 | 3 232 |
| 垂直极化剪切波(SV)声速 | |||||||||||
| 径向 | 3 367 | 3 385 | 3 227 | 3 215 | 3 289 | 3 220 | 3 303 | 3 325 | 3 330 | 3 285 | 3 293 |
| 60°轴向 | 3 252 | 3 248 | 3 177 | 3 280 | 3 339 | 3 303 | 3 330 | 3 245 | 3 245 | 3 298 | 3 287 |
自2003年AUT设备首次在西气东输一线应用于全自动焊口检测,到2019年国产AUT设备在中俄东线天然气管道工程全面推广应用,AUT检测技术已成为管道建设工程全自动环焊缝无损检测的配套保障[13]。国家标准GB/T 50818—2013《石油天然气管道工程全自动超声波检测技术规范》中详细规定了AUT系统声速测定的程序。
横波声速测定宜选用以下设备:① 螺旋测微器或游标卡尺;② 横波直探头(频率5 MHz,直径6~10 mm);③ 耦合液体(蜂蜜等黏性液体);④ 数字或模拟示波器和超声脉冲发射/接收系统,也可选用全自动超声波检测仪系统。系统频带宽度应为1~10 MHz,显示分辨率不应低于10 ns。
声速试样应在被检测的钢管上截取,得到的结果应适用于检测材料、管径、壁厚和制造厂家等参数与试样相同的管道。
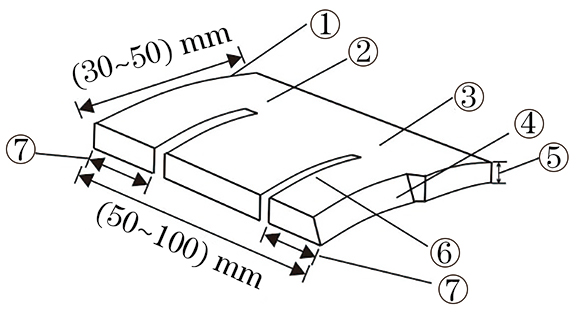
加工的试样应能满足多个方向上声速的测量需要。至少应加工两对平行的平面作为测量面,一对应是径向平面(垂直被检管道的外表面),另外一对应与外表面的垂直方向成20°角。如需更多的数据点,可加工具有其他角度的更多对平行平面。试样的最小截取尺寸应为50 mm×50 mm(长×宽),声速试样结构如图2所示,图中①为与直径平行的端面;②为径向槽,长10~30 mm;③为20°角槽,长10~30 mm;④为20°角平面槽,长10~30 mm;⑤为管壁厚度;⑥为槽,长10~30 mm;⑦为板最小宽度,取10 mm。
加工后试样的表面粗糙度应达到20 μm以上。试样的测试面最小宽度应达到20 mm,两个平行平面之间的距离不应小于10 mm。
试样上经过加工的平行平面之间的距离应用螺旋测微器或游标卡尺测定。每个检测面最少应获取3个读数,并取其平均值。
连接好脉冲发射/接收仪、横波直探头和示波器,并用蜂蜜或其他非牛顿黏性耦合剂将探头耦合到对比试块上。在探头上施加足够的压力得到清晰的一次底波和二次底波。调节示波器读取并记录两次底波信号中较快信号之间的时间间隔(每个检测面最少要获取3个读数)。
除应在两对加工的平面上进行测量(轴向声速合成一个角度的声速)外,还应从外表面测量得到第三个读数,并得到径向声速。采用螺旋测微器或卡尺在探头与试样表面接触点处测定试样的厚度。
声速按下式进行计算,即
式中:V为声速;d为试样的厚度(测量所得);t为时间间隔(用脉冲回波法测量所得)。
试样厚度测量应精确到±0.1 mm,时间测量应精确到25 ns,同时应将声速的数值绘成二维极坐标曲线,可用曲线估测直接测定方向以外方向的声速。在极端的测试条件下,测量读数时应记录环境温度。
采用中国石油天然气管道科学研究院生产的CPP-PRI-AUT管道全自动超声检测设备,基于脉冲反射法,进行钢中声速的测定与校准[2, 14-16]。
CPP-PRI-AUT设备包含主机、电缆、爬行器、水泵、笔记本电脑及软件系统等,适应323~1 422 mm管径,6~50 mm壁厚的材料,以及CRC、J、V、双V和X形等坡口类型,其主要性能参数如表3所示。
| 项目 | 参数 | 项目 | 参数 |
|---|---|---|---|
| 系统通道数 | 32/128 | 脉冲发射电压 | 最大150 V |
| 检测模式 | PE/PC/TOFD | A/D转换参数 | 14 bit 100 MHz |
| 最大采样长度 | 16k采样点 | 显示方式 | 带状图/A扫描/B扫描/TOFD |
| 聚焦法则数量 | 2 048 | 信号波形 | 全波/正检波/负检波/射频信号 |
CPP-PRI-AUT硬件系统预留了横波探头数据输入的接口,上位机软件操作系统配备了声速测定和校准功能。
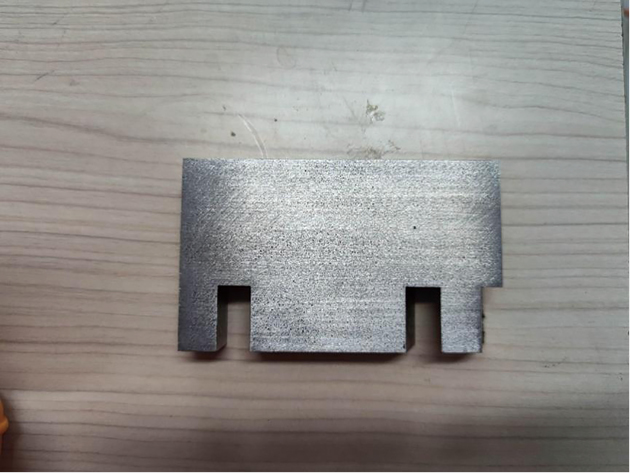
依据GB/T 50818—2013标准,选取山东瑞祥生产的声速测试试样测定声速,试样实物如图3所示。选取多普乐SN5P6型横波探头进行声速测定,其芯片规格为100 mm×60 mm(长×宽),中心频率为4.85 MHz。
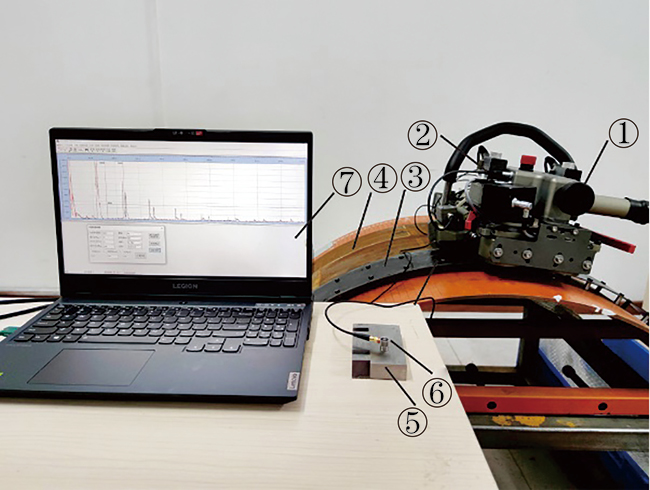
连接CPP-PRI-AUT设备、超声横波探头和上位机软件,基于CPP-PRI-AUT设备的钢中声速检测系统如图4所示,图中①为CPP-PRI-AUT设备扫查器,②为横波探头扩展接口,③为AUT爬行轨道,④为校准试块,⑤为声速试样,⑥为横波探头,⑦为上位机软件。
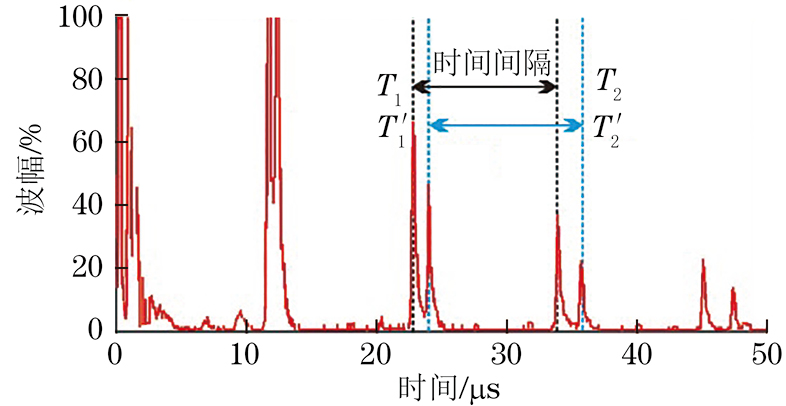
以蜂蜜作为耦合剂将探头耦合到试样上,在探头上施加足够的压力得到清晰的一次底波和二次底波,增大或减小增益,使主波波幅达到满屏高度的80%左右,然后旋转探头,增大或减小主轴应力,使快波波幅高于慢波波幅。如果底面反射波波幅较低,原因可能是蜂蜜浓稠度不够造成了耦合不良,此时可以看到楔块内部底面反射波很强,说明声波没能透过楔块进入钢材,而是大部分在楔块底面发生了反射。解决方法是对蜂蜜进行加热,蒸发出部分水分,蜂蜜冷却后变稠,从而改善耦合情况。基于脉冲反射法的快波慢波时间幅值曲线如图5所示;图中T1,T2为快波时间,
当上位机软件界面上显示出清楚的一次底波、二次底波、三次底波……,且每组底波中快波波幅高于慢波波幅,此时点击冻结波型按钮,然后用时间轴分别记录两组底波信号中快波和慢波的传播时间,根据时间差计算出快波和慢波的声速。在试样A上选择0°,70°,90°三个方向进行测定(每个检测面最少要获取3个读数),其声速测定结果如表4所示。
| 测定试样 | 检测位置 | 厚度/mm | 时间间隔/μs | 测定声速/(m·s−1) | |||
|---|---|---|---|---|---|---|---|
| 快波 | 慢波 | 快波 | 慢波 | ||||
| A | 0° | 12 | 7.19 | 7.52 | 3 338 | 3 191 | |
| A | 70° | 12 | 7.34 | 7.71 | 3 270 | 3 113 | |
| A | 90° | 18.4 | 11.2 | 11.86 | 3 286 | 3 103 | |
根据表4的结果,分别绘制出试样A的快波、慢波声速极坐标曲线,其结果如图6所示。
由图6可知,在同一试样中,同一种波型不同方向的声速不同,从0°到90°,声速随着角度的增大而减小,减小幅值约为2%。
声速测定的目的是进行AUT系统的声速校准。CPP-PRI系统集成了此功能,在焊缝检测设置中将测定的实际声速(3 231 m·s−1)输入系统中,即可基于斯涅尔定律,依据聚焦法则更准确地计算出发射晶片的数目和发射角度。
依据GB/T 50818—2013标准分析了钢中声速测定的设备、试样制备和测定程序。基于脉冲反射法,使用CPP-PRI-AUT设备、横波探头、CPP-PRI上位机程序搭建了声速测定系统,进行了声速测定试样0°,70°,90°三个方向上水平剪切横波快波和慢波的测定,计算了相应的传播声速,进行了AUT系统的声速校准。
试验结果表明:不同类型的钢中声速不同。在同一样本钢中,超声波不同波型不同传播方向的声速也不同。Fast SH的声速与SV的声速最接近。由于使用横波探头较容易测出Fast SH的声速,因此常通过测定Fast SH的声速来校准AUT系统中SV的声速,从而得到更准确的波束聚焦。在AUT系统中超声波折射角允许误差为±2°的情况下,声速的允许误差为±20 m·s−1。