编辑:无损检测证书挂靠 时间:2025-04-12 20:35:41
作者简介:
李霂维(1999—),男,硕士研究生,主要研究方向为激光超声无损检测
激光超声作为一种新型无损检测方法,利用高能量脉冲激光辐照在材料表面,先将光能转换为热能,再将热能转化为机械能,从而产生超声波并实施检测。该方法同时具备激光的非接触测量以及超声对材料特性反映敏感的优点。因此激光超声检测技术在重大装备、复杂结构的检测以及要求非接触检测的场合具有广阔的应用前景,如飞机机翼、发动机叶片等大曲率部件检测[1]以及管道、压力容器的缺陷检测[2-3]。但在对材料无损伤的热弹机制下,体波作为检测材料内部缺陷的重要手段,其激发效率远小于会对材料产生损伤的烧蚀机制下的激发效率,因此限制了激光超声对工件内部缺陷的无损检测能力。
目前,在不损伤材料的前提下,提高体波激发效率的方法主要有增加表面超材料、光源调制等[4-5]。增加表面超材料的方法既改变了检测对象,也会影响检测对象的原始状态,因此制约了该方法的广泛应用。在光源调制方面,肖宇刚等[6]采用8台激光器构建阵列激光源,分析调制频率、阵元数、阵列间距对超声汇聚能力的影响,实现了激光超声体波的远距离聚焦。PEI等[7]通过数值模拟方法,研究光纤相控阵激光在热弹机制下体波的聚焦和转向方法,并搭建7个相控阵激光源检测平台,实现金属内部缺陷的检测。周航等[8]利用有限元法分析环形激光超声的汇聚特性,提出采用双面检测扫描法提取缺陷长度以及深度信息。邓祎昕[9]利用有限元方法,结合阵列环形光源与延时激发法,进一步提高了环形激光体波激发效率。相比之下,阵列激光源和光纤相控阵激光的实现成本高昂,而采用环形光源进行内部缺陷的检测多处于仿真阶段。
文章为提高热弹机制下的体波激发效率,搭建了易操作的试验平台,开展弧形激光的体波激励特性研究,实现材料内部缺陷的弧形激光检测。
目前,由脉冲激光器激发出的激励激光能量分布往往比较分散,难以直接激发出超声波,因此需要通过凸透镜或柱透镜来汇聚激光能量。凸透镜使激光能量汇聚在一个点上,而经过柱透镜的激光会在材料表面某一方向进行延伸,形成线形光源。
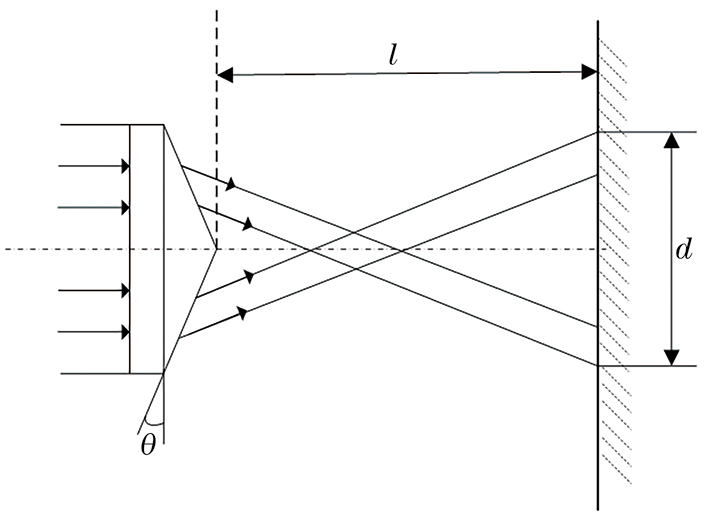
锥透镜(也称为轴棱镜)是一种圆锥透镜,其具有一个锥面与一个平面。当准直光束入射到锥透镜平面,且光束中心与透镜轴线无偏移时,锥透镜使激光形成环形光束,其光路示意如图1所示,图中,光环的直径d与透镜输出端到像的距离l满足以下关系式:d≈2l×tan[(n-1)θ](其中n为透镜折射率,θ为锥透镜的锥角)。因此调整试件到锥透镜的距离,可以改变光环的半径大小。
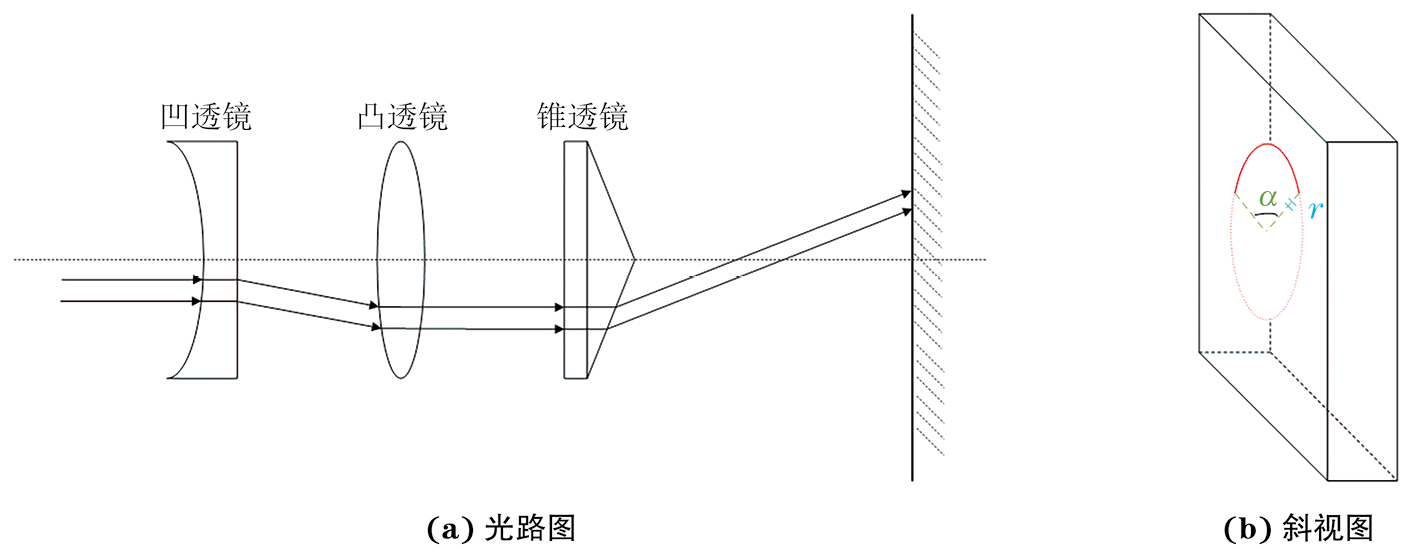
弧形光源是激光束中心与透镜轴线偏移的结果[10];当激光束中心与透镜轴线不发生偏移时,在试件表面汇聚成弧心角为360°的环形光源;而随着偏移的逐渐增大,弧心角逐渐从360°变化到0°。因此,脉冲激光首先通过凹透镜进行扩束,再经凸透镜进行准直,最后经由锥透镜在试件表面汇聚成不同弧心角的弧形光源。弧形光源的光路图及其照射在试件表面时的斜视图如图2所示(图中α为弧形角,r为半径)。
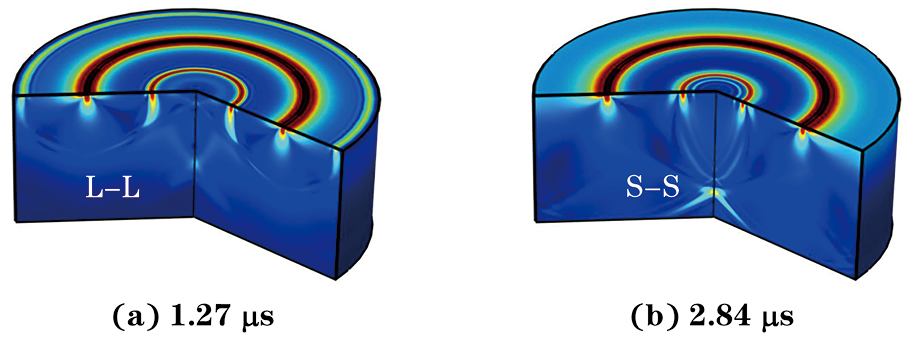
利用COMSOL仿真软件,建立弧形激光超声激发模型,铝板在1.27,2.84 μs时刻的全场位移云图如图3所示。由图3可知,纵波L和横波S沿圆柱纵向截面向下传播,纵波的传播速度快于横波的,且纵波和横波在光源中心轴上汇聚叠加后的超声波能量极大地增强,激光激励体波效率也随之增强。从位移云图中可以明显看出,叠加横波(S-S)信号强于叠加纵波(L-L)信号,因此选择S-S波作为检测波更为合理。
试验所用的激光超声检测平台如图4所示。该检测平台主要有激发与接收两部分。在超声激发部分,通过手柄控制CFR200型脉冲激光器产生激励激光(波长为1 064 nm,激光脉宽为11 ns,设定重复频率为20 Hz),激发出的脉冲激光经透镜组(凹透镜、平凸透镜、轴棱镜)调制辐照在试件表面,试验采用锥角θ为10°的石英锥透镜。接收部分为波长为532 nm、功率为500 mW的QUARTET-500 mV型激光干涉仪接收超声信号,NI数据采集卡将由光信号转换来的电信号显示在计算机上。试件1#采用尺寸(长×宽×高,下同)为100 mm×100 mm×20 mm的铝板,用以研究弧形激光的超声激发特性。
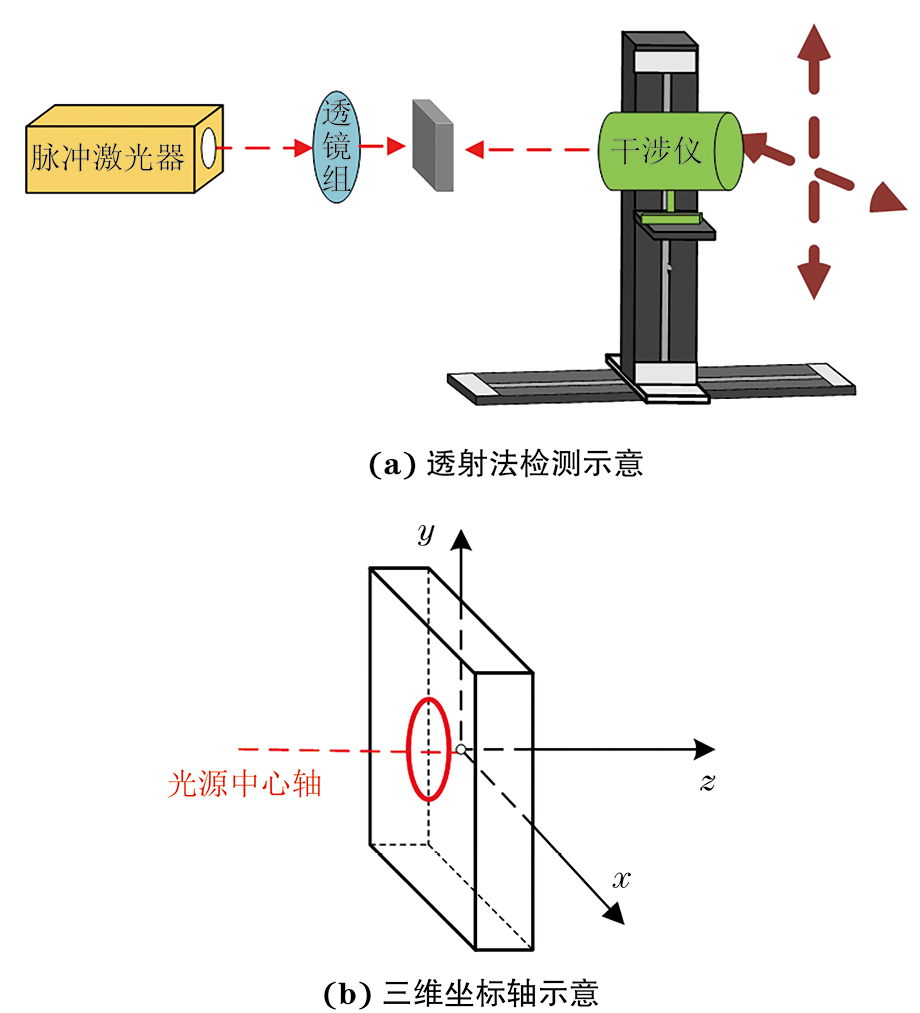
试验采用透射法进行测量,将干涉仪固定在二维扫描架上,并在接收面建立三维坐标轴,记光源中心轴与接收面交点位置为原点,垂直朝上为y轴正方向,水平朝外为x轴正方向,光源入射方向为z轴正方向,试件1#透射法检测示意及三维坐标轴示意如图5所示。保持激光器输出能量在9.6 J的情况下,调节试件与轴棱镜z方向的距离,形成不同半径的弧形光源;调节激光器y方向的高度,形成不同弧心角的弧形光源。
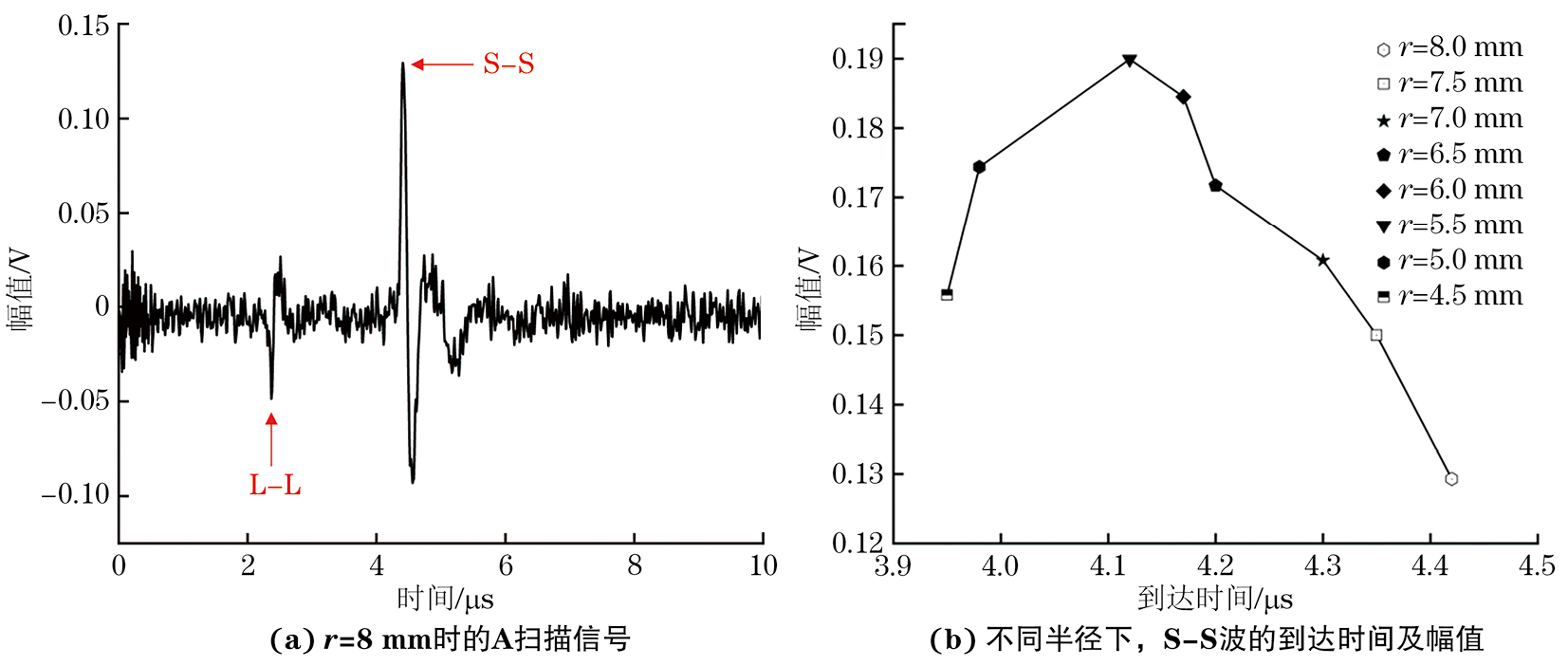
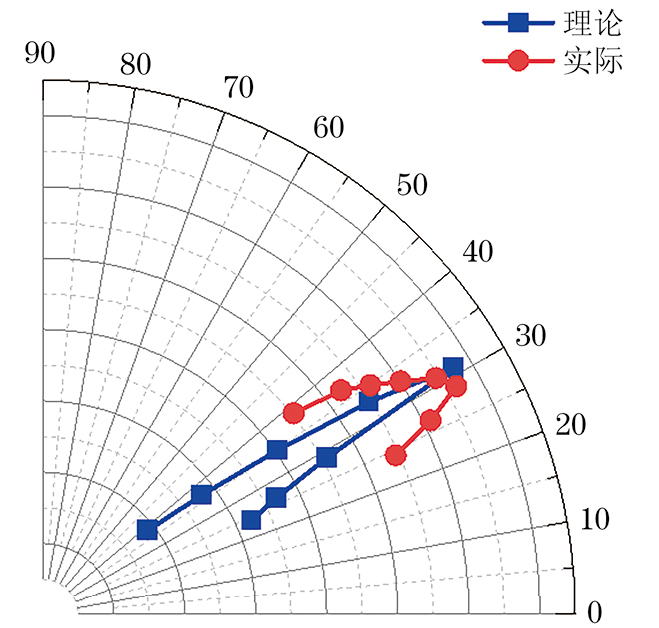
α为360°,r为8 mm时,对心位置接收到的A扫描信号如图6(a)所示,可以看出,S-S波的幅值远高于L-L波的。通过对L-L波和S-S波的到达时间进行分析,分别记录其在2.38 μs和4.42 μs时的信号,接着保持激光器输出能量不变,记录不同半径r下,S-S波的到达时间以及幅值,如图6(b)所示,可以看出,S-S波的幅值随着直径的增大,先增大后减小,在r 为 5.5 mm时,其幅值最大。此时环半径与铝板厚度所形成的正切角约为28.8°,计算角度并将其转换成指向性图示,结果如图7所示。该结果与“热弹机制下,横波主要沿30°方向进行传播[11]”的理论相吻合,侧面印证了该试验是在热弹机制下进行的。
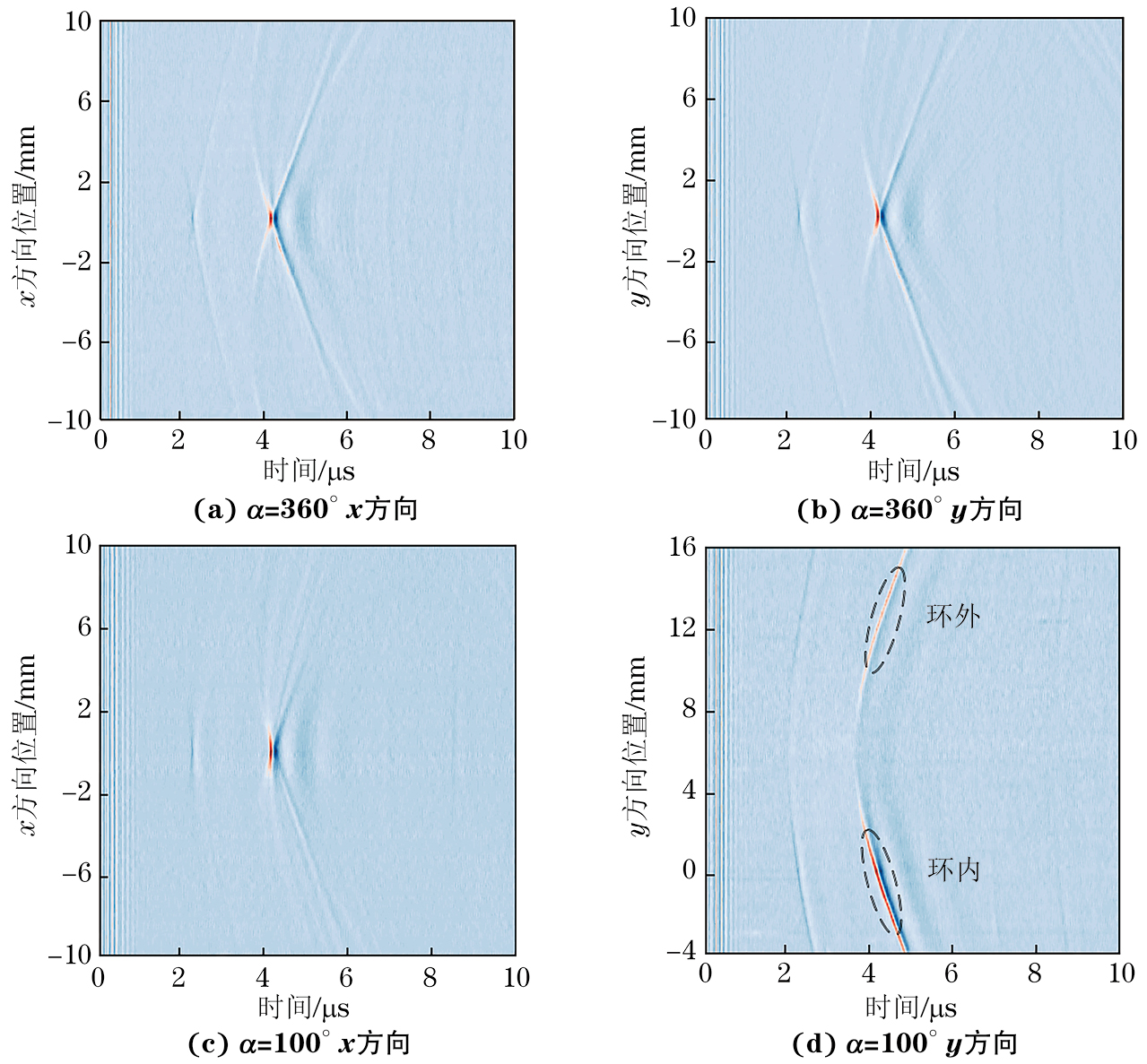
在固定激励与试件位置的条件下,α为360°,r为5.5 mm时,从(−5,0,0)到(5,0,0)以及从(0,−5,0)到(0,5,0)的B扫描结果如图8(a),(b)所示。保持光环半径不变,调低激光源高度,调制出α为100°的弧形光源。α为100°时,从(−5,0,0)到(5,0,0)以及从(0,−4,0)到(0,16,0)的B扫描结果如图8(c),(d)所示。由图8可知,α为360°时,S-S波的能量主要集中在对心位置;α为100°时,S-S波的能量在x轴方向上更为集中,在y轴方向上则相对分散,且环内横波的能量强于环外的能量并在对心位置处达到峰值。对比图(b)和(d)可知,随着弧心角的减小,S-S波的幅值从0.18 V减小至0.12 V,但能量汇聚点的位置未发生变化,仍是光源中心轴与接收面的原点位置。
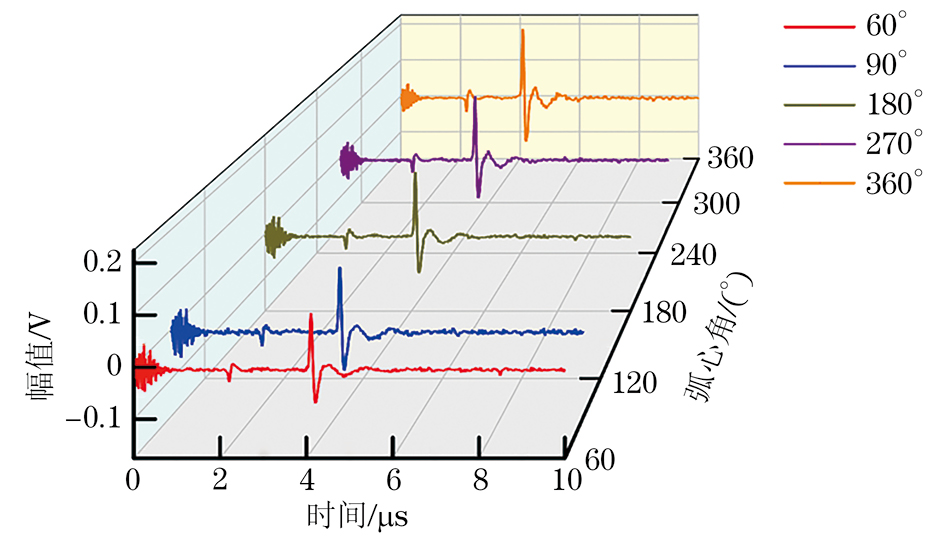
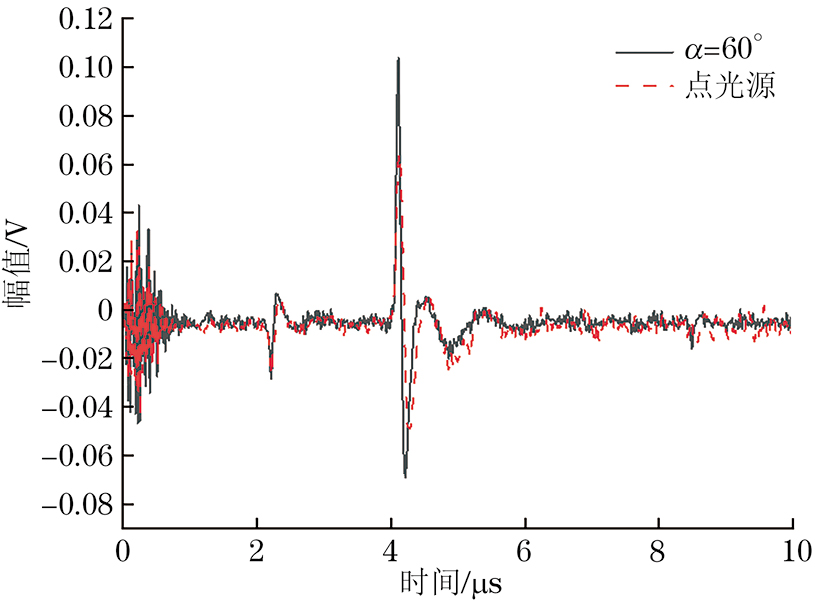
不同弧心角下,原点位置接收到的超声信号幅值如图9所示,可见,随着弧心角α的减小,S-S波的幅值逐渐减小,但到达时间保持不变。α为60°时的弧形激光与点光源在热弹机制、相同激光能量下,原点位置接收到的超声信号幅值对比如图10所示,表明弧形激光超声激发效率高于点光源的。
基于上述试验,证实弧形光源具备提高体波激发效率的能力,α与r同时影响激发效率,且当α为360°,r与单层板厚度的正切角约为28.8°时,弧形激光超声的激发效率最高。因此可以推断,弧形激光具备更强的内部缺陷检出能力。
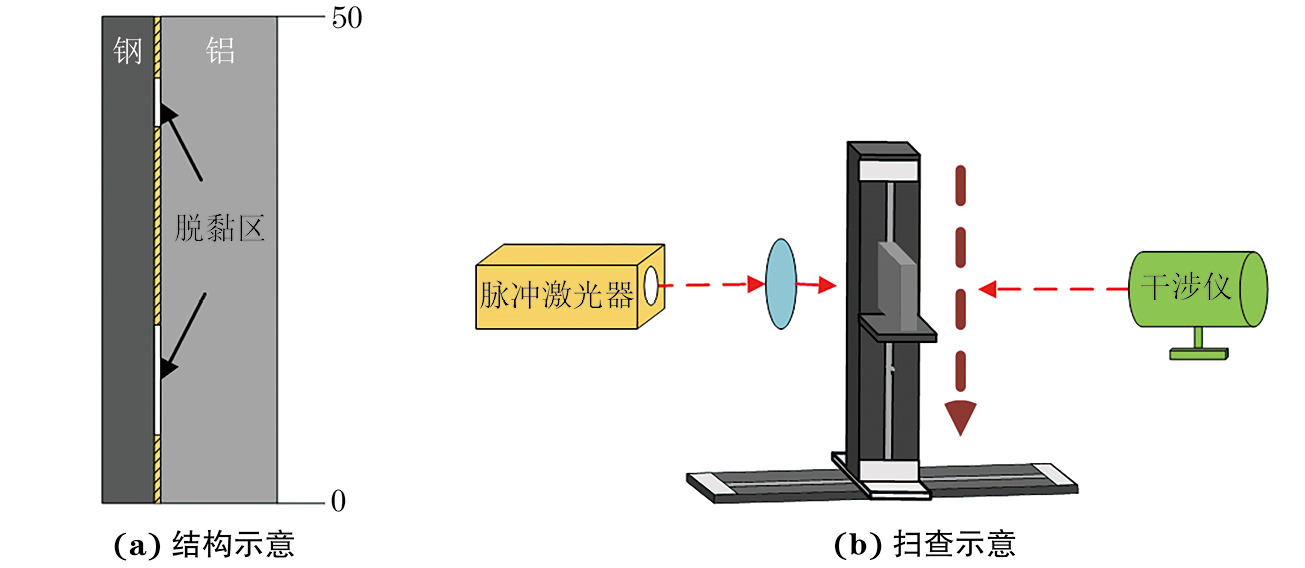
为验证弧形激光的内部缺陷检出能力,制作试件2#进行分层缺陷检测。试件2#由尺寸为50 mm×50 mm×3 mm的钢板以及50 mm×50 mm×5 mm的铝板构成,两者之间采用环氧树脂作为黏接剂,以形成非连续阻抗结构。黏接区域预置了宽度分别为6,3 mm的四氟乙烯薄膜(以模拟脱黏缺陷),黏接层的厚度大约为0.1 mm,记底部位置为0 mm,最上方位置为50 mm。将试件2#固定在二维扫描架上,确保激励与接收的绝对位置保持不变,垂直方向移动试件2#进行扫查。试件2#的结构示意及扫查检测示意如图11所示。
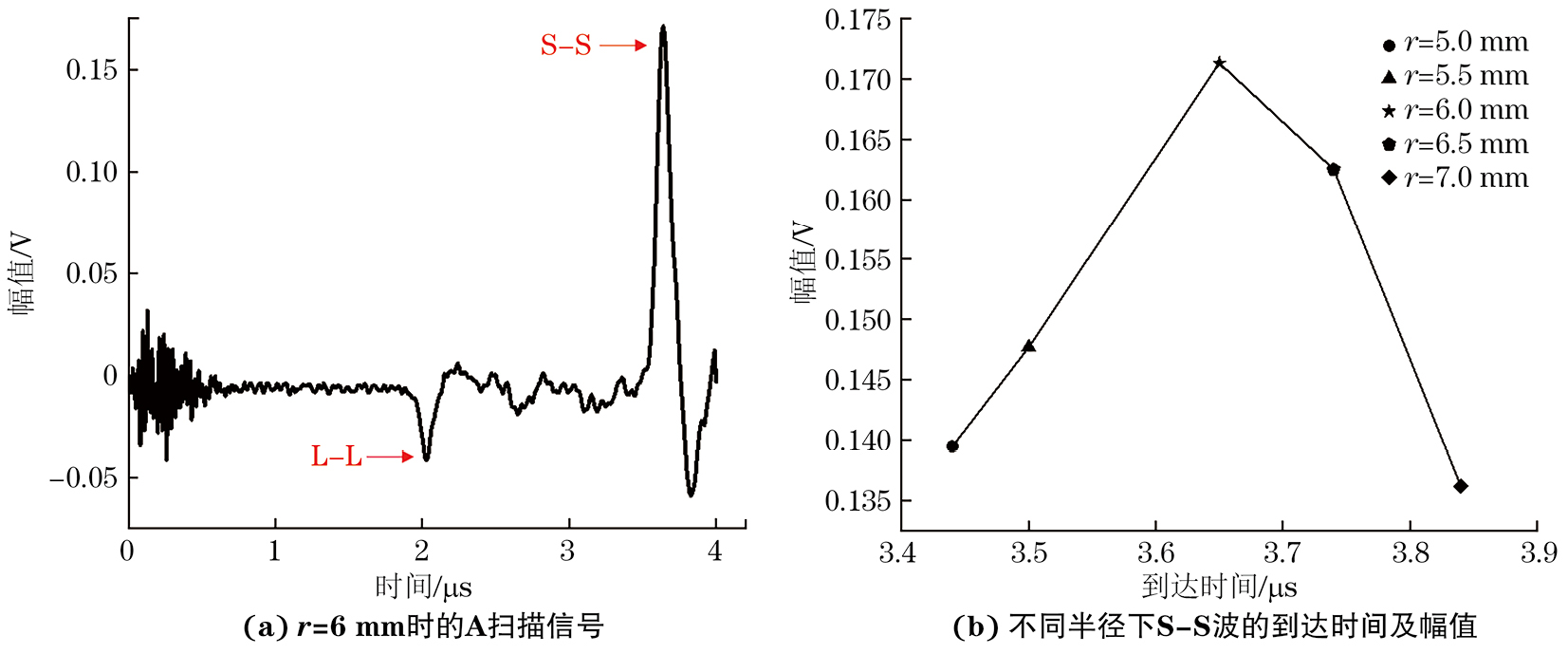
α为360°,r为6 mm时,S-S波的幅值同样明显大于L-L波的,只改变半径,记录对应S-S波的到达时间以及幅值,试件2#的A扫描信号及不同半径下S-S波的到达时间及幅值如图12所示,可知r为6 mm时,S-S幅值最大。因此使用r为6 mm的弧形光源进行缺陷检测。
在相同能量条件下,当r为6 mm,α分别为360°,180°和100°时,S-S波在检测过程中的幅值变化情况及α为100°时的B扫描信号如图13所示。由图13可知,α为360°时,仅能检测出6 mm宽的缺陷,α为180°及100°时能检测出6 mm和3 mm宽的缺陷,且在α为100°时的B扫描成像图中可以清晰地观察到两处缺陷的存在。产生上述现象的主要原因为:α为360°时,3 mm宽的缺陷尺寸过小,对激光超声传播的阻碍作用微乎其微,故难以被检测到。相比之下,当α为180°和100°时,超声波的有效传播面有所减小,使得激光超声对微小缺陷的敏感度显著提升,提高了弧形光源对内部缺陷检测的分辨率。对比图13(b),(c)可知,α为100°时的检测分辨率高于α为180°时的;但随着α的减小,接收到的信号幅值也随之减小,降低了缺陷检测能力。
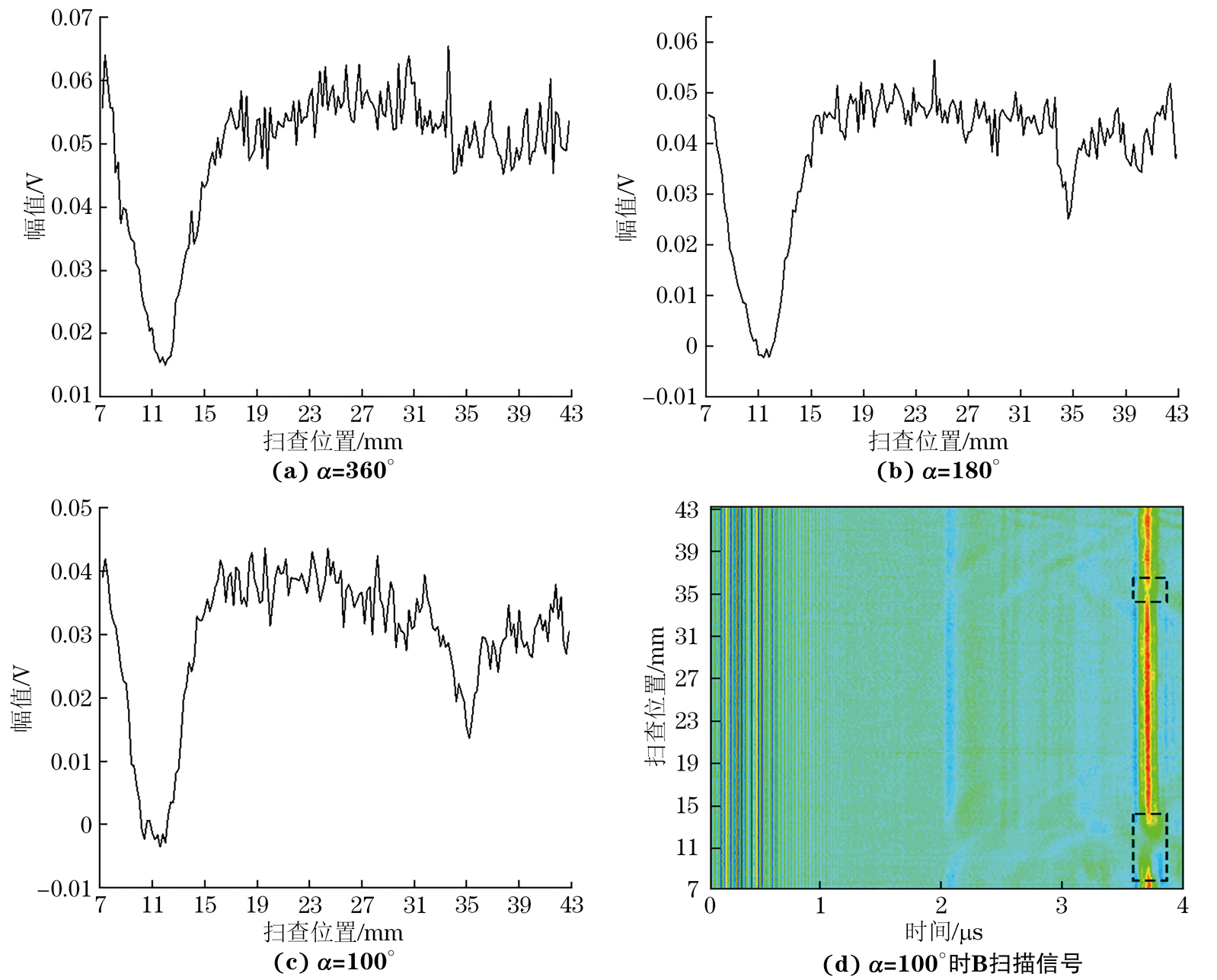
因此,在相同入射激光能量下,α为360°时的内部缺陷检测能力最强,但缺陷分辨率最低;α为点光源时的缺陷分辨率最高,但超声汇聚能力最弱,内部缺陷检测能力最弱。
弧形激光超声具备提高体波激发效率的能力;S-S波的幅值大于L-L波的,可用来作为检测缺陷的特征波。S-S波的幅值与环半径r及弧心角α相关,与α呈正相关,当α为360°时,其幅值最大。同时弧形激光具备对内部缺陷的检测能力,其检测能力随α的减小而减弱,但检测分辨率随之提高。在不烧蚀工件且保证分辨率的前提下,可以适当增大激光器输出能量,来提高检测能力。因此,在激光超声无损检测中,可以采用弧形光源透射法提高体波激发效率,并对工件进行内部缺陷的检测。
推荐阅读:无损检测挂证一年多少钱